

移动电话:155 0621 5413
移动电话:159 5092 6748
公司电话:0512-8896 3588
企业网址:www.sktool.cn
邮 箱:vicky_zhu@sktool.cn
地 址:苏州市高新区湘江路1128号
在线QQ:
在线QQ:
|
|
移动电话:155 0621 5413
移动电话:159 5092 6748
公司电话:0512-8896 3588
企业网址:www.sktool.cn
邮 箱:vicky_zhu@sktool.cn
地 址:苏州市高新区湘江路1128号
在线QQ:
在线QQ:
钛合金零件加工如何选用刀具
航空零件普遍具有材料和结构双重难加工的特性,加工刀具成本高、加工质量和加工效率难以保证是生产中极易遇到的挑战难题,钛合金结构件则更是如此。现代飞机设计技术的发展,为具有优越综合性能的钛合金应用提供了广阔的发展空间。但同时,面对钛合金结构设计复杂化的趋势,整体结构、深腔结构、薄壁结构等大量被采用,为刀具选型及切削方式的确定提出严峻挑战。
复杂型腔优选高效粗加工刀具
不规则的复杂型腔是航空零件的典型结构,针对钛合金复杂型腔的粗加工,使用硕朔牌大进给刀具是最佳的刀具选用类型。
刀具圆弧底刃的半径与其最大切削厚度的关系式为:

式中:hmax——最大切削厚度;
R——底刃圆弧半径;
ap——铣削深度;
fz——每齿进给量。
由上式可知,在切削深度加大时,可采用增加圆弧刃的半径,降低主偏角来保持较薄的切削厚度,提高刀具寿命,缩短加工时间。
大进给刀具可实现较高的进给速度;如图1所示,相比于传统端铣,大进给刀具采用大圆弧刃半径,较小的主偏角设计,降低了轴向切深,减小了切削厚度;同时这种减薄切屑厚度的大进给铣削方式可有效减小主切削刃负载及厚度极小的切屑也可带走大量的切削热,提高刀具耐用度,缩短加工时间;而这一优势对于复杂型腔的粗加工也非常适用。
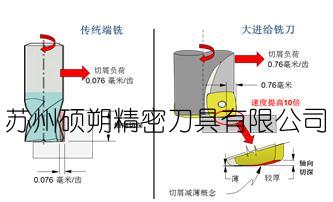
图 1大进给刀具与传统立铣刀对比
在复杂型腔粗加工过程中,硕朔可转位大进给铣刀,不仅在加工中实现了较高的切削速度和进给速度,由于大进给铣削方式带来的较小的铣削深度,还可实现较均匀铣削余量,有利于后续加工的稳定铣削。
插铣刀可作为深槽加工的首选
“对于航空钛合金结构件的深槽加工,由于其材料本身的难加工特性加上深槽腔和转角的几何特征等,使其加工的精度和稳定性非常难保证,硕朔插铣刀具则能达到了很好的加工效果。

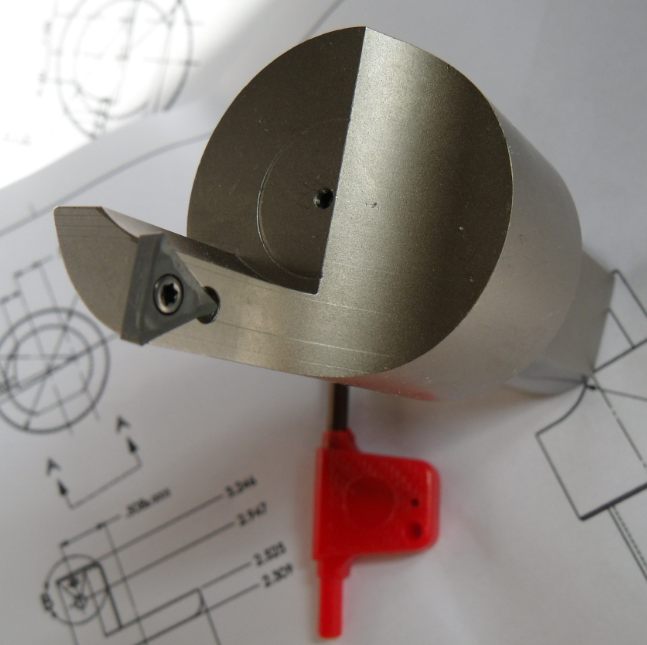
图 2 插铣刀典型结构
插铣是一种针对较深腔槽或转角的高效加工方法;对于复杂结构件深腔加工、转角加工等难题,插铣加工则具有独特的加工优势;“而插铣与传统铣削又不同,插铣使用刀具末端进行切削,而不是侧部,主要产生轴向力,插铣刀可用于刀具悬伸量大的应用场合,在深槽加工或难加工材料方面,结合韧性好的刀片材质和锋利的槽型,可取得良好的生产效率。
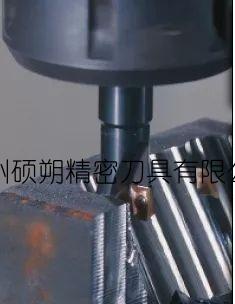
图 3 插铣刀具加工示例
圆刀片铣刀以其灵活性提高加工效率
针对航空结构件中钛合金加工中存在的多类型面加工特征,硕朔刀具选用各种类型面加工的R圆合金刀粒铣刀,提高加工效率。

图4 典型圆刀片铣刀
圆刀片铣刀还可用于很多类型的切削方式,如圆周插补和螺旋插补斜坡铣、方肩铣削、铣槽、插铣和斜坡铣,是三维铣削中灵活性最好的刀具。
不同需求不同应对
不同的零件结构,在加工中的需求和着重点也不同,对于较为简单的轮廓或型腔结构,加工中的经济性不容忽视;而对于开槽加工,严格标准下的安全性则至关重要。在轮廓或简单型腔结构加工中,选用硕朔牌玉米式铣刀;玉米铣刀不仅可实现大切深、大切宽强力铣削方式,还能极大增加切削力和切削效率。更重要的是玉米铣刀可使用各种几何形状刀片且每个刀片都可多次转位来加工,最大限度降低了大型钛合金零件粗加工的切削成本。

图 5 玉米铣刀