

移动电话:155 0621 5413
移动电话:159 5092 6748
公司电话:0512-8896 3588
企业网址:www.sktool.cn
邮 箱:vicky_zhu@sktool.cn
地 址:苏州市高新区湘江路1128号
在线QQ:
在线QQ:
|
|
移动电话:155 0621 5413
移动电话:159 5092 6748
公司电话:0512-8896 3588
企业网址:www.sktool.cn
邮 箱:vicky_zhu@sktool.cn
地 址:苏州市高新区湘江路1128号
在线QQ:
在线QQ:
曲轴斜度油孔加工面对挑战及解决方案

曲轴是发动机的心脏,将水平运动转变成旋转运动,从而推动车辆运动。曲轴本身是很复杂的部件,客运车辆市场要求大批量生产。
事实上,由于快速成长的经济体的需求日益增加,对曲轴的需求还会进一步扩大。
提高这些关键零件加工效率的一直是硕朔的努力方向,在汽车行业专注于切削刀具和工具系统的众多领域中,SS硕朔在加工曲轴斜油孔颇有心得。
众所周知,曲轴斜度油孔加工是一项极具挑战性的工艺,由于孔的深径比和钻孔斜度都很大,所以加工效果截然不一样,同时经常会出现钻头断裂的现象。能在该领域所取得的新突破着实令人振奋,若能在刀具使用寿命和生产效率方面取得巨大进步,则具有广阔市场。
曲轴制造的主要材料是铸铁(ISO K)和钢(ISO P),工件通常为锻造毛坯、铸造毛坯或实心毛坯。铸铁材质通常含有球状石墨(例如GGG60、GGG70,GGG80材质),而由42CrMo4(240-285 Hb)和C38(900-1400 N/mm2)材料制成的锻钢毛坯也常见。是选用铸铁还是钢材,主要考虑的因素包括零件的强度、重量和成本,目前市场比例大约为50:50。
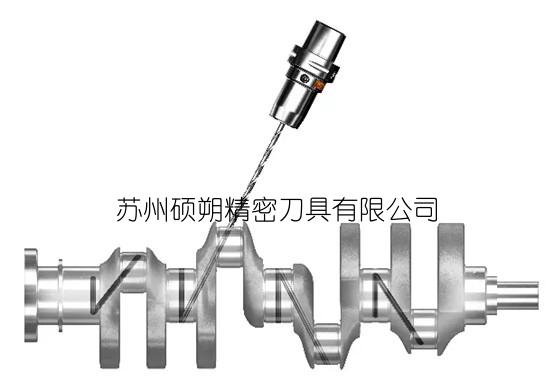
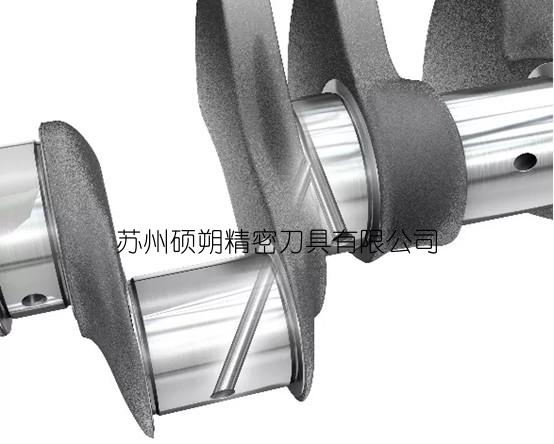
挑战大端轴颈润滑需要斜油孔,通常每根曲轴四个孔。每个孔的角度为27~29度,直径为5~8毫米不等(具体取决于曲轴的尺寸),深度约90毫米,通常穿过两个相邻的轴颈和一个平衡块。在很多情况下,斜油孔还要与直孔交叉。由于深度可达直径的25倍,斜油孔(和导向孔)通常使用深孔钻削工序的专用机床在专门的曲轴生产线上生产。
迄今为止,斜油孔钻削中仍存在很多问题,即角度、深度(排屑)和钻头断裂情况,而这些问题的存在对刀具使用寿命则是一个严峻的挑战。而且汽车行业正在朝向微量润滑(MQL)技术发展,而不是采用传统的贯通主轴的乳化冷却液。
解决方案
钻削要求高效、可重复使用和加工过程安全可靠。SS牌一款带内孔冷却的螺旋钻头产品专门用于加工斜油孔。

内冷钻头创新在于采用了全新的几何槽形,这种全新的槽形可改善铁屑变形和增加刀具强度。每个容屑槽都经过表面精加工处理,有助于排屑并减小摩擦力,同时更精细加工的切削刃保证了一致性和成形,从而实现有效加工。另外,坚固结实的槽形和优化的刀尖特性,也有助于加大切削进给量。

此款钻头槽形设计存在细微差别,既可适合ISO K球铁曲轴,也可适合ISO P钢曲轴。而该款产品都是定制加工的,以满足生产的精准要求,可调整容屑槽的尺寸和整个长度,从而实现钻孔性能优化加工使用。

结论
案例分析针对GGG80曲轴加工的5毫米斜油孔进行了研究。在切削速度为50米/分(0.164英尺/分)、进给量为0.28毫米/转 (0.011英寸/转)、MQL微量润滑的压力为17~19巴和流速为19毫升/小时的工况下,刀具使用寿命大大提高;生产效率大幅度提升;内冷钻头磨损后SS硕朔亦可提供钻头修磨,数控修磨后内冷钻头可崭新刀具水平,有利于提高钻头的重复使用;节省加工成本。
曲轴制造商年产量可达五十万根曲轴,庞大的产量,使得刀具使用寿命和生产效率对SS硕朔内冷钻头使用量具有重大影响,市场极大。
成功秘诀
除了刀具创新外,钻削斜油孔很大程度还取决于加工策略。例如,客户使用专用导向钻头,可精确可靠钻孔和定位。导向钻刀体外圆制造公差为p7,刀尖角度为150°,也有制造公差为m7,刀尖角度为135°。
导向孔加工好后,已经进入导向孔,可完全采用推荐的主轴转速和进给量。当接近交叉孔或离开斜面时,钻头距此点还有1毫米,此时进给量已降低至其推荐值的0.1。整个钻削工序连续完成 - 不会采用啄钻。在钻头的外角全部离开斜面时,便以500 rpm的转速和600毫米/分的速度进行后退。
切削速度和进给量
关于推荐的切削参数,即直径为5毫米的斜油孔,ISO K 球铁材料选择的切削速度为50米/分(0.164英尺/分),进给量0.28毫米/转(0.011英寸/转)。对于ISO P钢轴,根据应用不同,推荐的进给量范围为0.20毫米(0.007英寸/转)~0.28毫米(0.011英寸/转),但切削速度应当增加到80米/分(262英尺/分)。
对于斜油孔加工,机床设置和刀具夹持也很关键。采用推荐的最大刀具跳动量30微米 (0.00118英寸),始终使用优质刀架或冷缩装配变型。

微量润滑的因素
为了实现性能优化,最关键的是要控制好微量润滑的流量和压力。选用适用于微量润滑的接柄,而微量润滑系统的选择需要慎重考虑。
单通道系统在机床的背后在冷却液管道前使微量润滑的油和空气混合,通过主轴到刀具完成混合。可使用标准的刀柄,但是由于聚集在主轴上的重力作用,会导致润滑油滴出,使微量润滑出油量产生波动。相反,双通道系统在主轴上和主轴端部使微量润滑的油和空气混合。这使得空气压力更高,微滴尺寸均匀,在钻深孔或排屑