

移动电话:155 0621 5413
移动电话:159 5092 6748
公司电话:0512-8896 3588
企业网址:www.sktool.cn
邮 箱:vicky_zhu@sktool.cn
地 址:苏州市高新区湘江路1128号
在线QQ:
在线QQ:
|
|
移动电话:155 0621 5413
移动电话:159 5092 6748
公司电话:0512-8896 3588
企业网址:www.sktool.cn
邮 箱:vicky_zhu@sktool.cn
地 址:苏州市高新区湘江路1128号
在线QQ:
在线QQ:
选用何种钻头能更高效进行的钻孔加工铲钻
某一机械加工客户工程师在不久前联络我们咨询加工大直径且孔较深的钻削加工刀具有没有合适的钻削产品;因为之前使用我们的SS硕朔牌快速U钻加工,但U钻只适合加工直径60及以下,孔深在7倍径以内的产品;问是否有加工直径在114,孔深在10倍径左右的钻头推荐使用,硕朔隧介绍客户使用SS硕朔牌铲钻,这类产品适用于加工大直径且深度较深的产品;

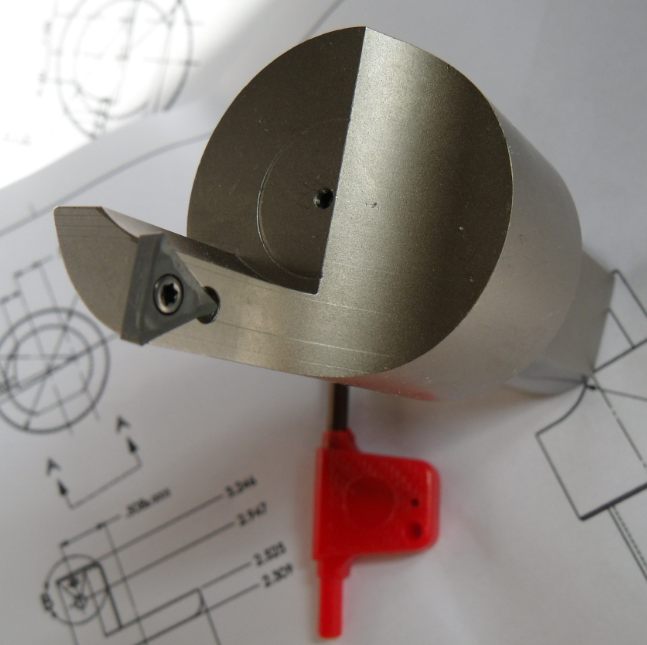
铲钻特点:
铲钻是有两个扁平切削端面的刀片安装在相对应的刀杆上进行加工的舍弃式钻头;
铲钻刀片的刀尖设计,能更好的降低切削阻力,具具备自定心功能,所以在加工时不需要钻定心孔,可在工件上直接进行钻孔加工;
刀片利用断屑和排屑功能,提高加工表面的光洁度及钻孔的稳定性;
刀片接口处的反向双螺纹孔凹槽设计,使刀片的装夹更稳固,确保刀片的加工精度及稳定性;
刀片跟铲钻刀体是分离式的结构,容易拆卸,可直接取下刀片,无需更换刀杆,实现在机床上简单快速更换刀片,减少调试时间;
铲钻刀体具有冷却孔,能把切削液直接喷到加工工件表面及刀片上,有利于排屑及起来冷却作用;
铲钻刀杆加工范围较大,加工直径9.5-114mm的孔径只需要几把刀杆即可解决,较快速U钻加工范围更广,自定心更强;
铲钻在动力较小,刚性不强、主轴没有内冷装置的设备上亦可使用;

铲钻的钻孔精度高于快速U钻,U钻是安装两片不对称切削的刀片,刀体切入工件表面时,刀体上外刀刃和内刀刃所受的轴向力是不均衡的,有可能引起尺寸的变化,U钻一般用做粗加工刀具,精度在±0.1mm。铲钻刀片对称切削,尺寸精度可以控制在5个丝以内。直接钻孔后可以达到螺纹底孔的要求。铲钻刀片的侧面有修光刃带,通过修光刃带的挤压,加工孔壁的光洁度可以达到RA1.6
硕朔生产、定制可转位复合成型镗刀杆、舍弃式台阶刀杆、机夹三面刃铣刀盘、可转位镗孔刀杆、倒角刀杆、锁牙式T型槽刀杆、扩孔刀杆、
铲钻刀片有不同材质:
M4:高钒粉末高速钢,具有韧性好,可用于普通钢及铸铁加工;
M48:含钴粉末高速钢,具有硬度高、耐磨性好等特点,可用于高温合金等高硬度难加工材料加工使用;
K10\K20:合金材质加工冷硬合金铸铁及耐热合金钢效果较好;
P40:具有很高的硬度、强度、耐磨性;用于耐热钢、高锰钢、工具钢等难加工材料;
刀片涂层可选用TiN(金黄色):提高刀片的耐磨性及韧性,用于普通钢、铝加工;
TiCN(灰黑色):具有较低的内应力,较高的韧性及良好的润滑性;用于铸铁、碳素钢、合金钢的加工;
TiALN(紫蓝色):具有高热硬性,极好的抗氧化,耐磨性;具有很好的润滑效果,用于铸铁、碳素钢、合金钢、耐热合金的加工;