硬质合金钻头钻削非平面不同类型工况注意事项及设计特点:
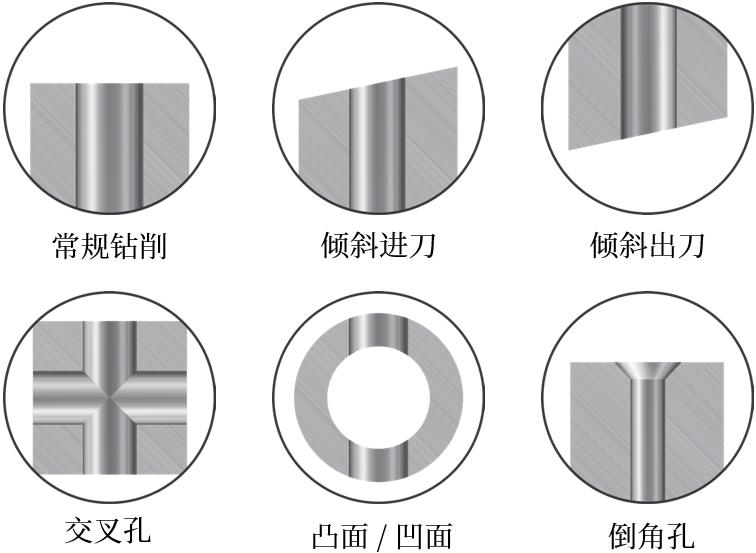
在实心材料上钻盲孔较易,而对于钻孔类型为倾斜进刀、凸凹面、交叉孔等特殊性加工情况下,难度系数就会直线提升;在复杂多变的生产加工过程中,如何实现高效、稳定的钻孔品质,一款高品质硬质合金钻头就显得尤为重要。
对于钻削非平面工件可能因钻头切削刃受力不均,导致极易磨损,需要掌握钻孔原则;在钻非平面时,存在钻头偏斜风险。为了避免这种情况,总的原则是在钻入时降低进给。
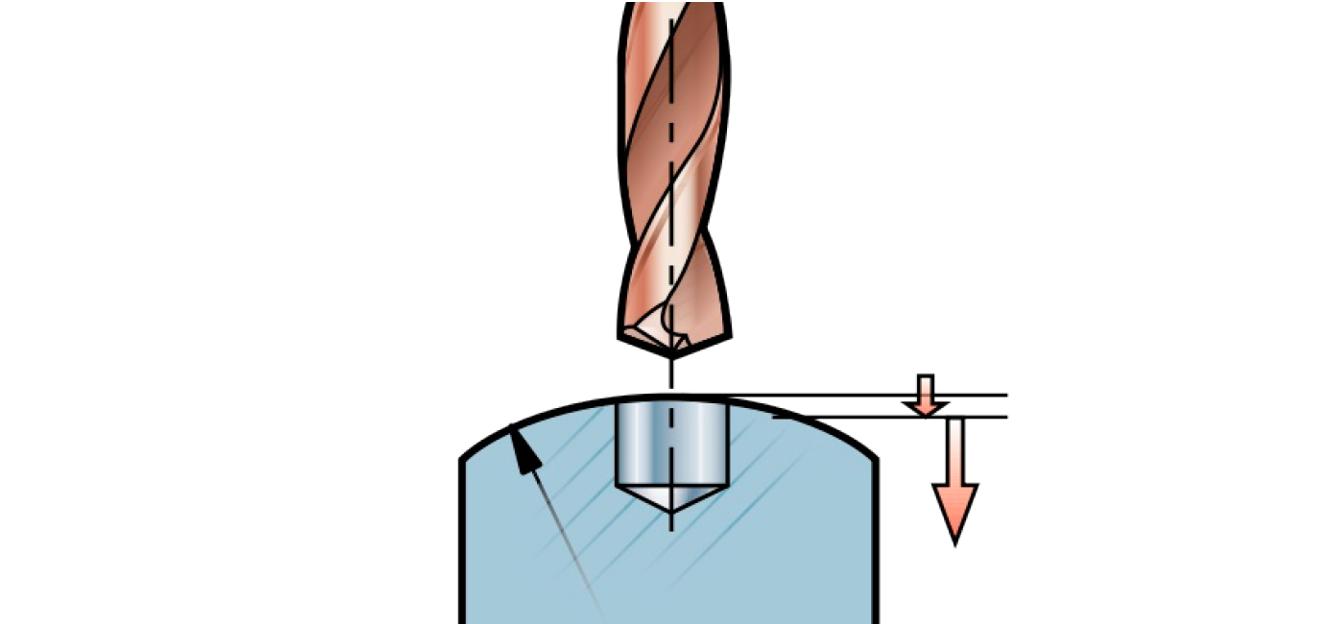
凸面钻削加工:
当半径大于4倍钻头直径且孔垂直于半径,则可以钻削。在钻入过程中将进给降低至正常进给率的50%。
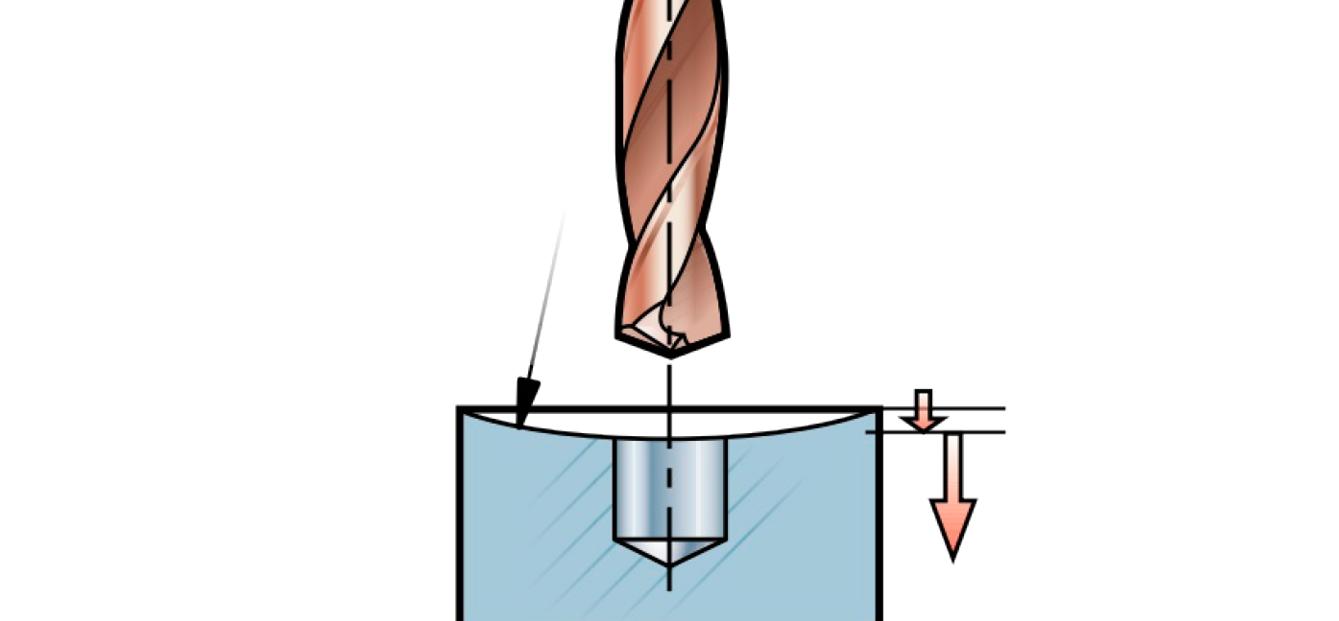
凹面钻削加工:
当半径大于15倍钻头直径且孔垂直于半径,则可以钻削。在钻入过程中将进给降低至正常进给率的25%。
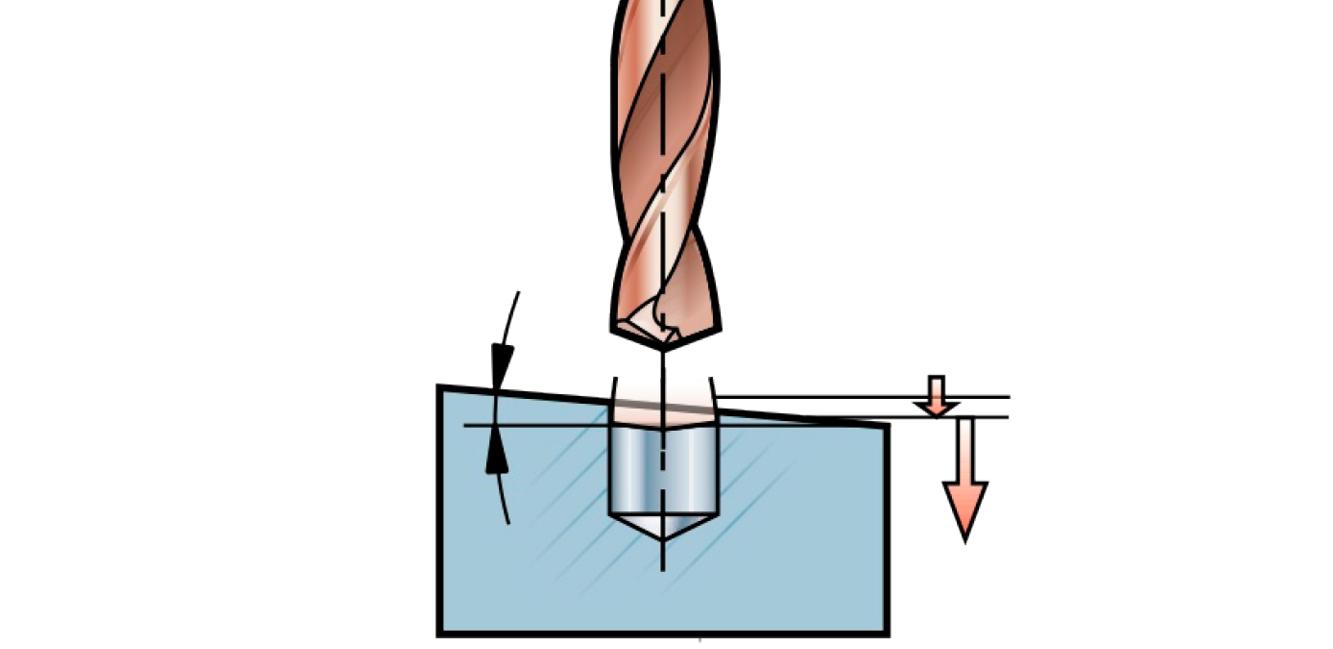
斜面钻削加工:
当倾角小于等于10°,则在钻入过程中将进给降低至正常进给率的1/3。如果倾角大于10°,则不建议钻入。先在表面铣出一个小平面,然后再钻孔。
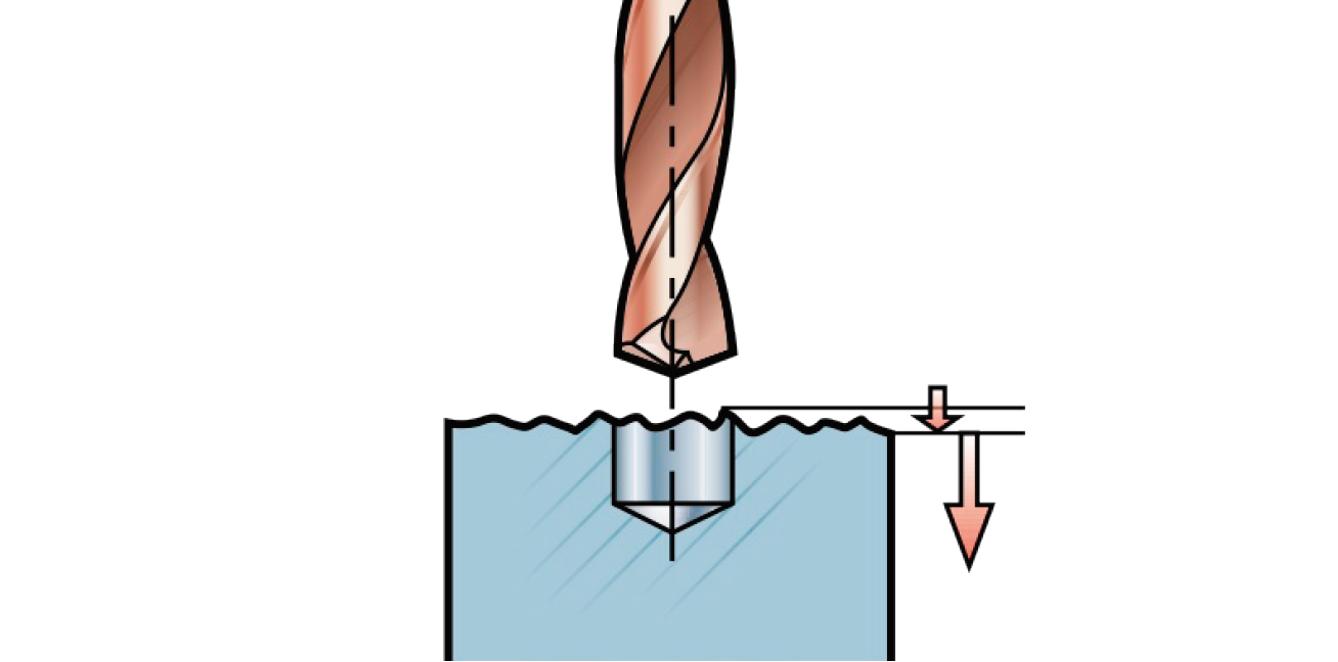
不规则表面钻削加工:
将进给率降低至正常进给率的¼,以避免切削刃崩刃。
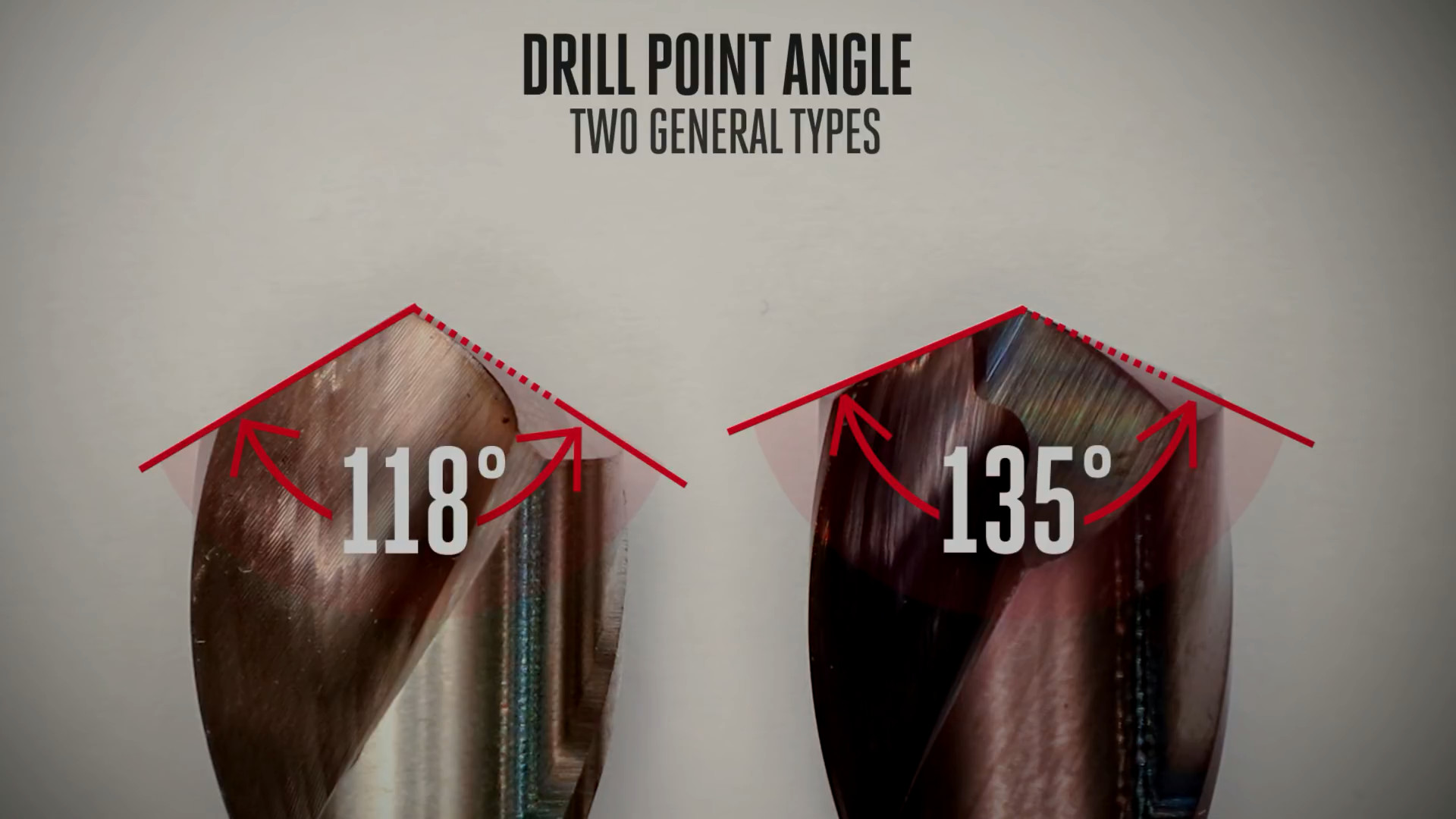
合金钻头钻尖角度设计:
118°的钻尖角度可能在加工中最为常见,通常用于加工低碳钢、铝等软金属。这种角度的设计通常是不具备自定心功能的,这意味着无可避免的要先加工定心孔。135°的钻尖角度通常具有自定心功能,由于无需加工定心孔,这将会让单独钻定心孔不再成为必要的工序,从而节省大量的时间。
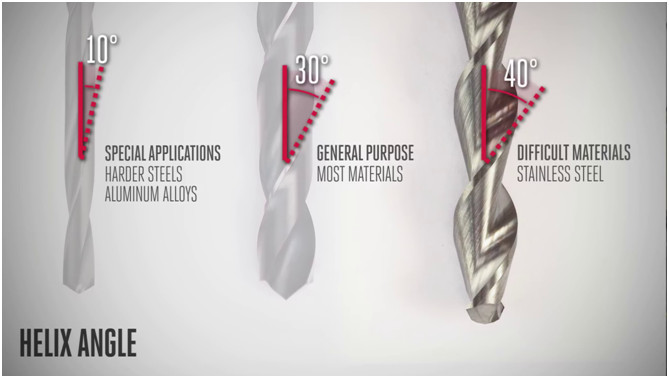
合金钻头螺旋角度设计:
多数的材料来说30°的螺旋角度是个非常好的选择。但是对于需要排屑更好,切削刃的强度更高的环境,可以选择螺旋角度更小的钻头。对于难以加工的材料比如说不锈钢,可以选择螺旋角度更大的设计来传递扭矩。