不同工况钻孔加工类型用钨钢钻头,钨钢合金钻头生产、定制及返修
在机械产品各种零部件加工中,孔是组成零件的基本表面之一,带孔零件一般要占零件总数的50%~80%,孔加工成为加工工艺中重要环节之一,钻孔质量和效率,不仅影响产品精度和加工成本,而且对孔的精加工工序产生很大影响。

在实心材料上钻盲孔较易,而对于不同工况下钻孔加工不同类型用钨钢钻头在钻孔:倾斜进刀钻孔、凸凹面钻孔、交叉孔等特殊性加工情况下,难度系数就会直线提升;在复杂多变的生产加工过程中,如何实现高效、稳定的钻孔品质,一支好的硬质合金钻头就显得尤为重要。
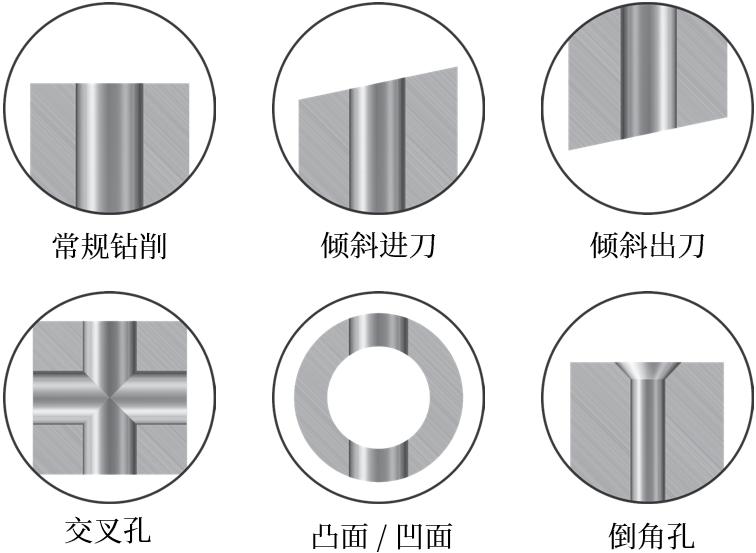
各种工况的钻孔加工类型
创新设计
选用独特新型的细晶粒硬质合金基体材质,能实现高效加工特点,多层PVD涂层的钻尖,在多种材料加工中可确保生产率及刀具寿命的提高。
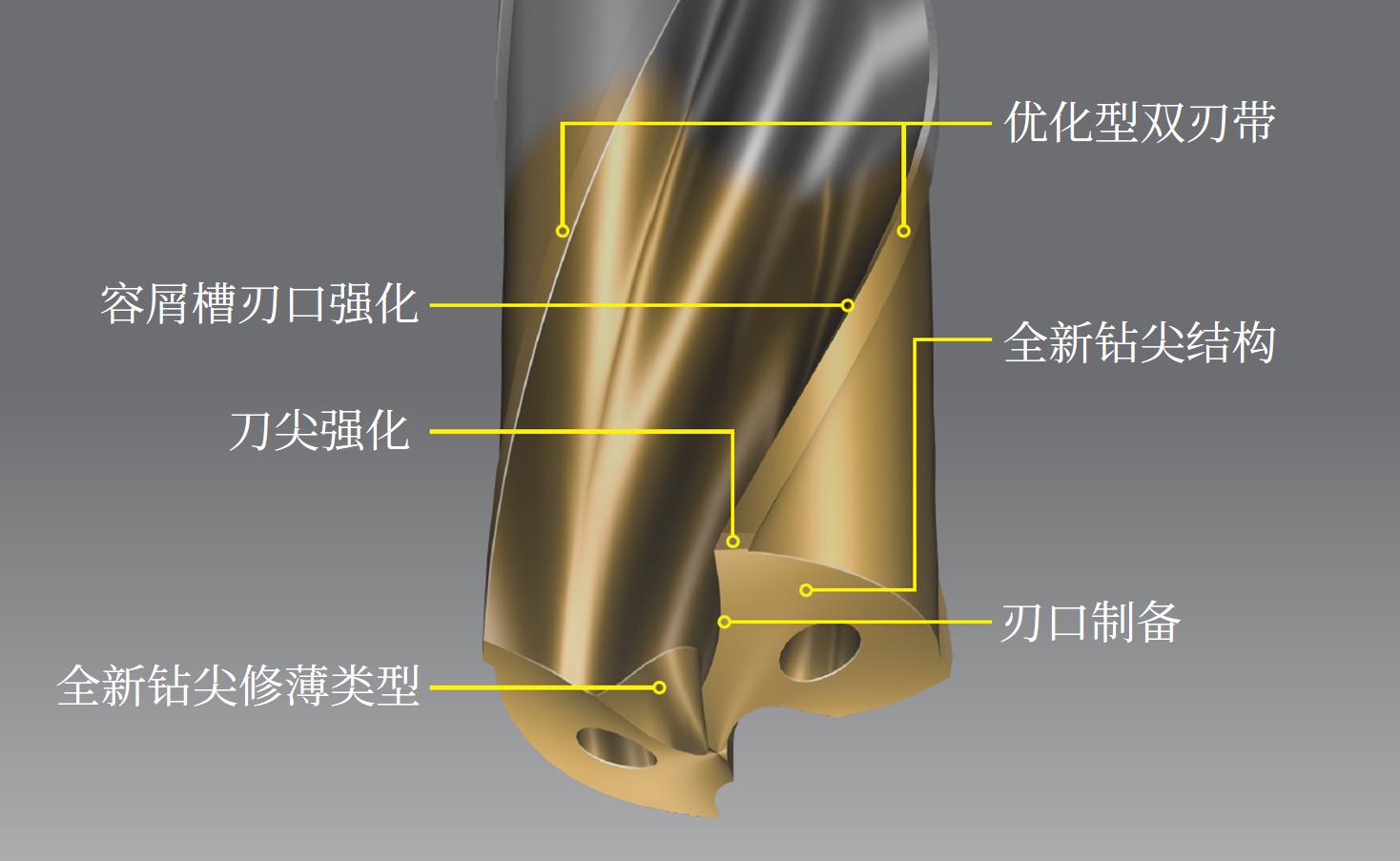
1)创新型容屑槽设计
芯部强度高和切削力小,抛光容屑槽,可确保很好的排屑效果及孔质量加工要求;
2)刀尖强化
刀尖强度更高、出口毛刺更少;
3)全新钻尖修薄类型
切削力更小、孔精度更高;
4)优化型双刃带
稳定性更高、孔质量更高;
5)全新钻尖结构
精制刀具后角、更高的表面质量、稳定的磨损过程;
6)刃口制备
切削刃强度更高、消除微小缺陷;
对于硬质合金钻头结构设计钻头选择?
1)适用于各种材料和应用的优化型钻头;
2)拥有出色的稳定性、加工安全性和刀具寿命;
3)可实现可靠孔加工作业;
4)可靠的设计和出色的尺寸精度可显著改善成孔公差和质量;
5)一款钻头适用于钻削各种材料,可减少刀具库存并提高机床灵活性,从而缩短装夹时间
6)SS硕朔并且提供一站式服务,刀具磨损后可选择再次进行刀具钻头修磨服务,从而大大节省刀具成本;同时,硕朔也提供非标刀具定制加工。
钻头的高效钻孔,主要适用于钢、不锈钢、铸铁及淬硬材料的钻削加工;其在耐热合金和有色金属材料的加工方面也有较好的加工优势。是汽车和机械加工的不错选择,在航空航天及石油和天然气行业中对孔质量得以应用。
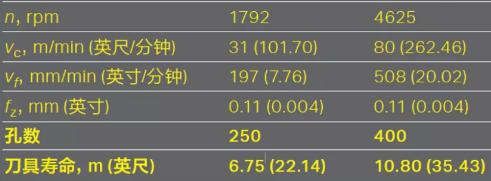
汽车行业客户
零件:后桥
材料:双金属材料K3.2.C.UT / P5.0.Z.PH
工序:52 mm (2.04 英寸),通孔
孔径:9.80 mm (0.38英寸)
机床:卧式加工中心 / BT50主轴
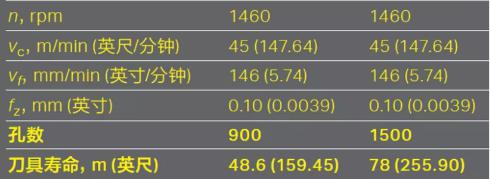
汽车行业客户
零件:转向节
材料:P2.2.Z.AN
工序:
孔1,13.50 mm (0.53英寸),通孔
孔2和孔3,6.75 mm (0.26英寸),盲孔
孔径:5.50 mm (0.21英寸)
机床:Hyundai-Wia L420MA